【2025年ランキング】日本ユーザーが注目したForming課題とは?
AutoForm-ServiceCenterには、よくある質問とその回答として「知識ベース」というサイトが提供されています。 昨年1年間の日本からのアクセス数をもとに、Formingに関する関心トピックをランキング化しました。 本記事では概要のみご紹介しておりますので、詳細内容にご興味がある場合は、直接サイトよりご確認ください。 ——————————————————————————————————————————- 【TOP10 人気トピック】 🥇 No.1 金型が閉じる際の重要な塑性変形を確認する方法 → ホールド時などに発生する望ましくない変形を把握するための結果変数について、何種類かの使い分け手法を紹介しています。 🥈 No.2 ロバスト性解析の一般的な手順 → 標準のソルバーライセンスでも実行可能なロバスト性解析の、一般的な一連の手順について簡単に紹介しています。もう少し詳細な手順が記載されたe-learningへのリンクも案内しています。 🥉 No.3 バインダ最小トン数の予測方法 → バインダ最小トン数を予測するための設定手順について2通り紹介しています。 No.4 精度の良いスプリングバック結果を得るための設定 →スプリングバック見込検討時にスプリングバック量をより精度よく計算するために必要な参考設定をご紹介しています。 No.5 材料の異方性の考慮 → 異方性を考慮するための材料パラメータの設定と、意外と忘れがちな圧延方向の設定手順について紹介しています。 No.6 スプリングバックの「法線方向の変位量」と「法線方向の距離」の違い →法線方向の変位量と法線方向の距離について簡単に解説しています。より詳細については見込み補正トレーニングにて事例含めて説明しております。 No.7 摩擦仕事による金型耐久性の検討 →金型に発生する摩擦せん断応力とパネルの接触時間(パネルの移動量)の積分量である摩擦仕事について紹介しています。 No.8 スプリングバック見込みの注意点 →No.4に近い内容ですが、見込み補正時のスプリングバック拘束条件についても考え方を紹介しています。 No.9 シートのメッシュサイズを決める各パラメータの意味 → 要素寸法、局所細分化、曲率追従性など解析精度に直結する各種パラメータについて紹介しています。 No.10 スプリングバックの安定性に関するワーニング → 発生頻度の高いスプリングバック計算時のワーニングについて、具体的な要因の見つけ方と、対処方法を簡単に紹介しています。 ——————————————————————————————————————————- これらの結果から、やはり全体として予測精度に関する内容にご関心があるということが言えるかと思います。より予測精度の高いシミュレーションを実施するためには、現場で再現可能なシミュレーションを行い、その結果をもとに現場で金型を作り上げることが重要です。とはいえ、シミュレーション設定や数値モデルには、現場/実物とどのように接続されているのかがわかりにくいパラメータも多く存在します。 材料・メッシュ(数値計算)・摩擦といった要素は、実物との整合性をとることが難しい領域です。これらのテーマについては、今後セミナーや記事による情報展開を予定しております。また、より良い解析設定と型づくりを考えるためのアセスメントの提案も行っておりますので、ご所望の際はお気軽に弊社サポートまでご連絡ください。
AutoFormでのエッジワレ評価方法
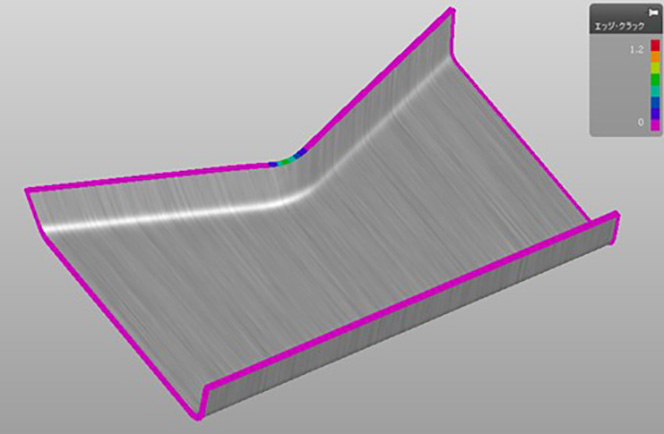
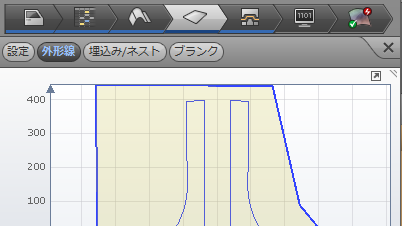
●エッジワレ(伸びフランジワレ)評価についての現状 材料の高張力化が進むことで、量産過程で材料の端部でワレが発生する割合が増加していると言われています。ワレのある製品は納品できないので、生産現場では検査員を複数配置するなど余計なコストがかかってしまいます。一方AutoForm上では、エッジワレを予測するための「エッジクラック」という結果評価手法があります。 以下に示すように、エッジクラックの結果変数はHosford Coulombモデルに基づくワレ判定が可能で、エッジの切断面品質に応じて3通りまで限界ひずみを設定することで、成形後のエッジが限界ひずみに対してどの程度危険なのかを評価することができます。ところが、ここで使用するエッジの限界ひずみを取得するための明確な実験ガイドライン等は現状存在していません。エッジの限界ひずみを決定するためには穴広げ試験を実施することが多いですが、円筒パンチによる穴広げ限界と、円錐パンチによる穴広げ限界は異なるので、実部品の成形様式に適合した限界値を使い分けて評価しなければなりません。実際には、過去に端ワレが発生した部品のエッジ上のひずみを限界値として使用するなどの工夫がないと、信頼する評価指標としての運用が難しいのが現状です。また、このエッジクラックは端ワレの評価に用いるもので、フランジ内側で生じる内ワレは通常のワレ評価に従って行う必要があります。 ●ひずみ勾配を使用したエッジワレの評価方法 国内のユーザー様の間では、ひずみ勾配を利用したエッジワレの評価が一般的に取り入れられています。AutoFormには直接ひずみ勾配を評価する機能はありませんが、「断面」機能を用いると比較的簡単にひずみ勾配を求めることができます。 「ビュー」のメニュー内にある「断面」機能では、パネル上に任意のカーブを作成すると、現在画面上で選択している結果変数について、カーブに沿った分布をグラフ化して表示できます。 この「断面」をパネルエッジから法線方向に設置し、最大主ひずみを確認することで、材料端部からの最大主ひずみの分布(=勾配)を確認することができます。このプロットを右クリックするとエクスポート・メニューが現れるので、表示した最大主ひずみの分布をエクスポートして、エクセルなどの外部ソフトウェアを使って勾配を算出できます。 限界値の特定のための材料試験や運用の方法などについてはAutoForm外の特許技術ですので、以下、JFEテクノリサーチ株式会社様のサイトでご紹介されている技術サポートのご利用をお勧めいたします。 https://www.jfe-tec.co.jp/tech-consul/material-evaluation.html ●エッジワレ評価のための計算設定 ひずみ勾配によるワレ判定を適切に行うには、エッジ近傍のメッシュ設定に工夫が必要です。先ほどの断面は、エッジから法線方向に「限界線を取得したときに使用した距離」に揃えてシミュレーション上に設置するのが望ましいです。更に、断面カーブ上で十分に滑らかなひずみ分布が得られるだけの要素数を配置する必要があります。要素毎に一つの結果変数が得られますが、「断面」の機能では要素内のひずみ分布を形状や隣接要素から計算するため、単なる要素値の分布よりは滑らかになります。それでも断面カーブ上の要素数は多いほど正確になります。断面の機能を利用してひずみ勾配を算出する場合は、リファインメント・ゾーンや曲げラインを設定して要素数を適切にコントロールしておく必要があります。なお具体的な設定値については、お問い合わせください。 ●おすすめの運用方法 エッジワレを見逃さないためには、パネル全体に対してカラーコンターなどの判定を実施できることが好ましいです。勾配を利用したエッジワレ判定を行う場合にも、エッジ上の最大ひずみは必要となります。AutoFormのエッジクラック機能は、エッジのダメージ量をチェックする機能ですので、パネル全体を抜け漏れなくチェックするためには使いやすい機能です。初期段階のワレしわ検討時にエッジクラック機能を使って全周危険と思われる部位を検出し、その後気になる場所にリファインメント・ゾーンを設定して再計算し、「断面」を設置してより詳細な評価を行うという順番での運用をお勧めします。
AutoFormの材料データベースから「相当材」を見つける方法

AutoFormで材料データを設定する際に、毎回引張試験などを実施して材料特性を取ることができるユーザー様は非常に限られているのが現状です。その理由として、材料試験自体がかなり高価であるという価格的な問題と、開発スケジュール内で、材料を入手できるタイミングではすでに成形性検討に着手していることが多く、それから試験を行っていては間に合わないというような課題があります。 そのようなケースでは、過去の実績から作成された材料データや、最も特性が似通った「相当材」を利用されることもあると思います。 図1 AutoForm Forming R12での材料選択画面 「相当材」を探すにあたって、デフォルトの材料ファイルを利用する方法のほかに、弊社のService Centerからも材料データをダウンロードすることが可能です。特にService Centerでは、ソフトウェアリリースのタイミングとは別で材料データが随時更新されているため、相当材が見つかる可能性が最も高いといえます。 図2 ServiceCenterにおける材料データベース データベースの中から、今回使用したい材料と完全に名称が一致するものが見つかれば、それなりに材料特性も実物と近いものであることが期待されますが、そのようなケースは非常に稀です。そこで、ここに用意されている材料データの中から、最も近しいものを探すための参考情報として、「材料等価テーブル」が準備されています。 たとえば、溶融亜鉛メッキ、もしくは合金化亜鉛めっきの軟鋼板のうち、C材(JAC270C)やE材(JAC270E)といったグレードのものは、デフォルト材料データベース内の日本向けフォルダには用意されていません。しかし、ServiceCenterにおける「材料等価テーブル」を確認すると、JAC270Cについては、VDA規格でCR1、ISO規格ではDX51Dというグレードであることがわかります。 図3 溶融亜鉛メッキの軟鋼板等価テーブル たとえば「CR1」のという名称で材料フォルダ内を検索すると、以下のように候補が表示されます。 図4 「CR1」での検索結果 ユーザーの皆様は、このようにして使用したい材料に近い「相当材」を見つけることが可能です。ただし、検索結果として表示されるすべての材料ファイルが、今回使用したい材料特性と一致するわけではなく、またデータの提供元によってもそれぞれ微妙に特性が異なることに注意が必要です。 今回のケースでは「CR1」だけでなく「CR160」や「CR180」も検索結果として表示されていますが、これらは別の材料です。また、名称が同じであっても材料特性はファイルごとに異なっています。そのため、もしお手元にミルシートなどの情報がある場合は、検索された候補の中から最も近い材料を選ぶことで、できるだけ実際に使用する材料と近いものを選ぶことができます。日本の高炉メーカーの生産する材料は海外のものと比較して非常に高品質であることも多いので、名称だけでなく、可能な限り特性を確認してから使用することをお勧めします。 最後に・・・ 材料の特性は、同じ名称の材料であっても、生産される地域や、生産から使用までの時間経過によって変わることもあります。データベースとして用意されている材料ファイルは、特定の条件で取得された一例であり、必ずしも実物と一致する特性でないこともあります。ファイルに書き込まれた内容や、実際のプレスでの利用状況などを考慮したうえで、最終的には自己責任でご利用いただくようお願いいたします。 ■AutoForm ServiceCenterとは(https://servicecenter.autoform.com/) AutoForm ServiceCenterは、AutoFormユーザーの方にさまざまな技術的サービスを提供するためのポータルサイトです。 AutoForm HelpDeskとの相互活用により効果的に幅広い情報にアクセスすることができます。 ■AutoForm ServiceCenterコンテンツ ご利用にはアカウント登録が必要です。「登録フォームはこちら」をクリック、またはQRコードよりご登録ください。 ※HelpDeskとServiceCenterのアカウントは共通です。すでにAutoForm ServiceCenterのアカウントをお持ちの方は登録の必要はございません。 登録フォームはこちら
技術サポート&サービスのためのポータルサイト
現在、「AutoForm AI Assistant(仮称)」と称して、テクニカル・サポートにチャットボットを導入すべく準備中で、早ければ年内にもユーザー様がこの新しいサポート機能を利用できるようになる予定です。これはAutoForm HelpDesk機能の一部としての提供を予定しています。 ■AutoForm HelpDesk とは(https://helpdesk.autoform.com/) ● 技術的な質問、不具合の報告および新機能、機能改善要求の各リクエストを管理するためのポータルサイトです。 ● AutoFormユーザーの方のみが各種リクエストを作成し、その状態を追跡することができます。 ■AutoForm HelpDesk活用のメリット ● 使いやすいブラウザ・ベースのシステムで、各製品の技術的な質問、不具合報告および機能追加&改善のリクエストを行うことができます。 ● 各チケットの状況をいつでも確認することができます。 ● 組織グループ内でチケット内容を共有することができます。 ● 個人またはグループでナレッジ・ベースとして活用できます。 ● AutoForm ServiceCenterとの相互利用で、より便利にお使いいただけます。 ■AutoForm HelpDeskコンテンツ ■AutoForm ServiceCenterとは(https://servicecenter.autoform.com/) AutoForm ServiceCenterは、AutoFormユーザーの方にさまざまな技術的サービスを提供するためのポータルサイトです。 AutoForm HelpDeskとの相互活用により効果的に幅広い情報にアクセスすることができます。 ■AutoForm ServiceCenterコンテンツ ご利用にはアカウント登録が必要です。「登録フォームはこちら」をクリック、またはQRコードよりご登録ください。 ※HelpDeskとServiceCenterのアカウントは共通です。すでにAutoForm ServiceCenterのアカウントをお持ちの方は登録の必要はございません。 登録フォームはこちら
CADデータが読み込めない!?
そんなときの対処方法
AutoFormを利用するときに最初に読み込むものといえば、製品、金型などのCADデータです。普段なにげなく利用しているCADデータですが、読み込むことができないデータを支給されたり、CADソフトウェアのバージョンアップに伴って読み込めなくなったりすることもあろうかと思います。今回はそんな時の一般的な対策をご紹介いたします。 CADソフトウェアのバージョン対応 AutoFormでは各種CADソフトウェアのダイレクトインポートのために、AF Exchangeというモジュールを利用しています。このモジュールはCADデータの変換を得意とするサードパーティから機能提供を受けており、AutoFormの開発スケジュールとは異なる新バージョンがリリースされています。またソフトウェア本体と独立して、バージョンを新しいものに差し替えることが可能です。現在のAF Exchangeの最新バージョンは2024年5月6日にリリースされた2022 SP8で、下記AutoForm ServiceCenterよりダウンロード可能です。 AutoForm ServiceCenter ソフトウェア・ダウンロード このバージョンはR8、R10、R11で利用されているAF Exchangeよりも新しく、読み込みに対応しているCADフォーマットの種類が増加しています。各バージョンのインストールフォルダ(デフォルト C:\Program Files\AutoForm\AFplus\RxxF\bin)にある既存の「afexchange.exe」「kernel_io.dll」をAutoForm ServiceCenterからダウンロードしたものと差し替えることで、バージョンを変更することが可能です。CADバージョンアップに伴いデータが開けなくなった際などは、ぜひ一度ご確認ください。 IGESデータの作り方の問題 最近ではJTフォーマットなども見られるようになってきましたが、現状最も多くやり取りされるCAD中間ファイルはやはりIGESであろうかと思います。そこでご存じの方も多いと思いますが今一度、AutoFormでIGESデータを利用する場合の推奨設定について、お伝えさせていただきます。 AutoFormでは、NURBSタイプで作成された曲面、および曲線が最もインポート機能と相性が良いと言われています。IGESでデータを作成する際は、曲線はエンティティタイプ126、曲面はエンティティタイプ128で出力されるようにCADの設定を調整していただくことで、読み込めるようになったり、一部の面が抜けたりする問題が解消します。某CADソフトウェアでは、IGESのエクスポートオプションで「Bスプライン」のタイプを選択すると基本的にNURBSタイプでIGESデータを出力することができるようになります。また別のCADソフトウェアでは、データ作成時にNURBSモードという選択肢があるようですので、こちらをご利用いただくことができます。CAD側のバージョン更新があったり、新しい端末にインストールしたりするとこれらの設定が初期化されてしまうこともありますので、定期的な確認をお勧めしております。 CADフォーマットやバージョン以外にも、曲面が複雑すぎる場合や、隙間や重なりが深刻な場合は面が抜けてしまうこともあります。このような場合は、三角面ができないよう面の作りを見直したり、面の次数を下げるために分割したり、IGESからSTEPに変更してみたりといった対策をとることもあります。 お困りの点やご不明な点がございましたら、弊社テクニカル・サポート(support@autoform.jp)までお気軽にお問合せください。
計算サーバーで計算を集中して実行する方法について
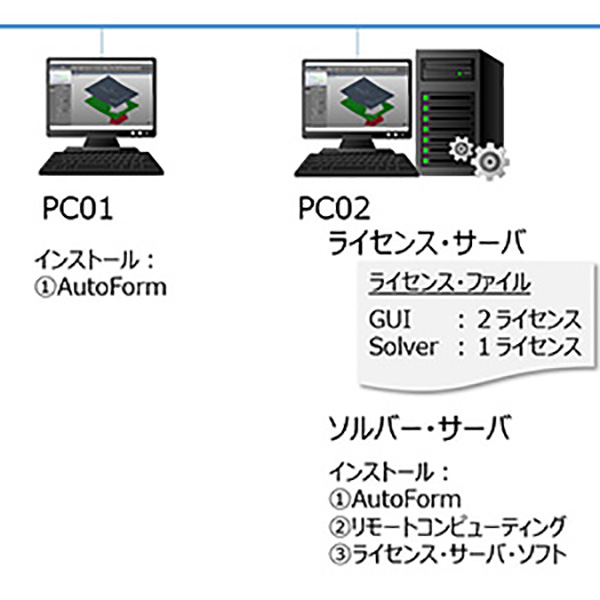
AutoFormで成形シミュレーションを実行するには、AutoForm Seat, AutForm-Explorer, AutoForm-Solverのライセンスが、それぞれ最低1ライセンス必要になります。 AutoForm SeatとAutoForm-Explorerはフロント・エンド・モジュールであり、ユーザが計算に必要な入力情報を作成し、計算結果を確認するために必要なグラフィック・ユーザ・インターフェース(GUI)になります。一方、AutoForm-Solverは計算を実行するためのバック・エンド・モジュールであり、その実行はGUIまたはコマンドから行うことになります。さらに、AutoForm-Solverはフローティング・ライセンスのみの提供であり、GUIが複数あった場合、AutoFrom-Solverを共用することが可能になります。効率的に共用する場合はAutoFrom-Solverの実行状況を複数のユーザが把握する必要性がありますので、今回はこのような状況を把握するための設定方法をご説明します。 図1に示すように、上記の状況を実現するための最低構成のライセンスとして、GUIが2ライセンス、Solverが1ライセンスを想定します。そして用いる端末は、PC01(作業端末)、PC02(ライセンス・サーバ兼ソルバー・サーバー兼作業端末)とします。PC02はPC01からリモートで計算を実行するので、AutoFormリモートコンピューティングのインストールが必要です。 図1 ライセンス構成と端末構成およびそれぞれの端末のインストールしたソフト 1.設定方法 【PC01の場合】 下記の手順で“PC02”をリモート計算に追加します。 ① シミュレーション・ステージ⇒開始ページに“ホスト/キュー”の「設定」、または“プレファレンス”⇒リモート計算⇒+でPC02を追加します。 ② 図2に示すように、図中の02がPC02の“名前(ニックネーム)”、“ホスト”にはネットワーク上の正しい端末名“PC02”と入力します。 図2 リモート計算の設定 【PC02の場合】 ① PC02は計算サーバーなのでリモート計算に追加する必要はございませんが、PC01 とPC02で計算の実行状態を共有する場合はPC01と同様、PC02としてリモート計算に追加する必要があります。 【注記】Localhostの設定のままでは、共用状況を確認できませんので、PC02にあえてPC02をリモート計算に登録してください。 ② 設定はPC01と同じです。プレファレンスのリモート計算にPC02を追加してください。 2.実行方法 PC01とPC02では必ず「Queue1」を選択して実行します。(図3参照)これにより、双方の端末でPC02上において実行されている計算の状況を確認することができます。今回、実行は図4に示した順番で行いました。それぞれの端末では計算の実行状況が確認できます。 確認の方法は、02-Queue1を選択すると図5のようにジョブ名(AFDファイル名)とオーナ(端末にログインしたID名)、タイプ(ソルバー)、状況(実行中/待機中)を確認することができます。 図3 Queueの実行 図4 計算実行状況 図5 PC02における計算状況の確認結果 このようにして、PC01およびPC02からPC02へ計算実行を行った場合の計算実行状況の確認方法を解説しました。 なお、デフォルト設定のQueue1は1つの計算が実行している場合、追加された計算は待機中になり、先行計算が終了後に順次、待機計算が実行される仕様です。 設定を変更する場合はsystemConfigFile.xmlファイル内にある“MaxJob”の数字を1以上に変更する必要がありますが、使用しているSolverライセンス数、計算機のCore数とも関係して変更には注意が必要です。ご不明な点がございましたら、弊社サポート(support@autoform.jp)までお気軽にお問合せください。
ガイドラインの効果的な使い方

ガイドラインは作業手順をサポートし、複雑なエンジニアリング課題を透明化します。ガイドラインを使用することで、一貫した設定、検証が行えるため、例えば金型切削前など、プロセスの成熟度に応じたガイドラインを利用することで適切かつ確実なシミュレーションの実現が可能になります。これによって、予測精度向上に必要な入力情報の確認ができ、組織内の作業標準としても利用できます。 状況の概要レポートを作成できますので、既存のワークフロー管理ツール(Oracle Workflow、Siemens Teamcenter、Dassault Enoviaなど)と連携することも可能です。ガイドラインは、XML形式としてインポートおよびエクスポートできます(QuickLinkから共有)。 ガイドラインの構造は、ステップ、アクテビティおよびインディケータとなっています。 ステップは、ガイドラインを整理し、構造化します。これらは、ステージ・コンセプトに基づいています。ステップの順番は、作業の順序を定義します。 それぞれのステップにはアクティビティがあり、これは何をするのかを定義します(ページ・バイ・ページ・コンセプト)。1つまたはすべてのステップを報告するレポートを作成できます。 アクティビティには、少なくとも1つのインディケータを含むインディケータグループがあります。インディケータを使って、基準が満たされたかどうかをチェックできます。このチェックは、手動でも自動(クエリを使用)でも実行できます。自動の場合、結果をユーザーが上書きできます。 ガイドラインのイメージ ガイドラインのイメージ ガイドラインのデフォルトのファイル(*.xml)は、AutoFormインストール・ディレクトリのguidelinesフォルダに用意されています。これらは、AutoFormに直接インポートできます。このフォルダには、例としてガイドライン・レポート・テンプレートおよびマスター・ガイドライン・ファイルが格納されています。マスター・ガイドライン・ファイルを使って独自のガイドラインを作成することも、既存のガイドラインを修正することもできます。 以下の一覧でデフォルトのガイドライン・ファイルの説明をしています。 そしてデフォルトのガイドラインは下図のプレス部品のエンジニアリング・タスクに連動しています。タスクとデフォルト・ガイドラインの番号を対比しましたので、利用時の参考にしてください。
対称モデルで非対称ブランクの設定方法について
ブランク材は適正な形状、サイズで加工することが望ましが、成形性検討の途中で別のブランク材を作成するときに出た“端材”を使って対象の部品の加工可能かどうか確認することがあると思います。 この時、部品がL/Rの2個取りや対象形状で検討を進める場合、AutoFormではダイフェースの造形の簡略や計算時間の短縮を狙って“対称”の設定をすることがあります。しかし、端材ブランク形状をカーブ・データとして読込んだ後、対称設定を実施すると取込んだ非対称のブランク外形データが自動的に対象になってしまい、“端材”の検討ができなくなってしまします。今回は、この問題を解決方法についてご紹介します。 1. 簡単な方法 上記のように取り込んだ非対称ブランク外形線を使用せず、ブランク・ステージで対称を“非対称”としてカーブ・エディタでブランクの外形線を入力する方法があります。この方法は簡単にブランク外形線を定義できますが、ブランク形状を正しく入力するには工夫が必要になり、時間が掛かる可能性があります。 2. 読込んだブランク外形線データを利用する方法 CADから出力されたIGESなどのカーブ・データ読込んだ場合、以下の手順でカーブ・データを直接利用することができます。順番に手順を説明していきます。 対象部品となる部品のティッピングを決定します 対称の定義 “完全形状”にして定義します 対称面の位置を設定します(イメージはL/R部品) 鏡面部品の作成を行います(部品がL/Rでは無い、完全形状の場合はこの処理は必要ありません) 計画、ダイフェース・ステージで作業した後、ブランク・ステージにおいて対称を“非線形”として、外形線を“コピー”を選択し、読込んだブランク外形線データを定義します。
端材を用いたシミュレーションの設定方法
歩留り率の向上を目的に、大物部品の窓枠部などを使用して、同一材料の小部品を取得する場合のシミュレーションの設定方法をご紹介します。 1. ブランキング工程で取得した端材の設定方法 ブランキング工程で取得した端材の場合、成形がされていない材料と同じ状態のため、通常のシミュレーションと同様の設定で小部品のシミュレーションを行います。 部品 > インポート > カーブのインポートからCADで作成した端材の外形線データをインポート ブランク 平面ブランクの作成 > 外形線 > 外形線から、インポートしたデータを設定 工程ステージでは小部品の金型、加工条件を設定し、シミュレーションを実行 2. 工程間で取得した成形済み端材の取得と設定方法(パターンA) 成形済み端材を取得するには、端材を取得するためのシミュレーションを実施したあとに、端材を用いた小部品のシミュレーションを行います。 【端材の取得】 成形済みの端材を取得するシミュレーションを設定 成形状態を含めた結果を出力するため、asmファイルの書出しを有効化 リスタート・オプションを有効化してシミュレーションを実行 【成形済みの端材をブランクに設定】 端材を用いる小部品のシミュレーションを新たに設定 ブランク > 成形済みブランク > タイプ:弾性体(成形済) > 形状:インポートから、端材取得のシミュレーションで出力したasmファイルを設定 工程ステージでは小部品の金型、加工条件を設定し、シミュレーションを実行 3. 工程間で取得した成形済み端材の取得と設定方法(パターンB) 成形済み端材を取得するために、端材を取得するためのシミュレーションを実施します。 その際、同一ファイルに小部品の金型インポートしておき、端材取得工程以降に小部品の金型を設定することで1つのファイルで端材取得と小部品の成形シミュレーションが行えます。 大物部品で端材を取得するまでの工程と、端材取得後に成形する工程を計画、設定 ※上記は分かりやすい様にプレス・ラインを分けていますが、実際には分ける必要はありません。 ブランク・ステージでは大物部品のブランク外形線を定義 工程ステージでは工程に基づいて大物部品は端材取得までの設定、小部品は端材取得後の工程に設定し、シミュレーションを実行 今回は3つのパターンでの端材を用いたシミュレーション設定をご紹介しました。 パターン2と3を実施する際は、大物部品と小物部品の金型データの座標位置にご注意ください。 異なる座標で金型データが作成されている場合、ブランク位置の移動、回転の設定など細かい調整が必要となります。 普段AutoFormをご使用される中で、リスタートを使用する、しないなど運用方法に応じて設定をしてください。
フォームチェックによる成形性検討の効率化
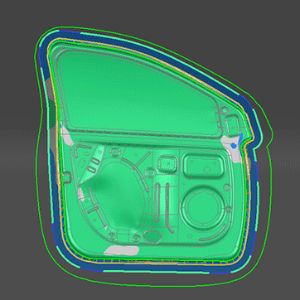
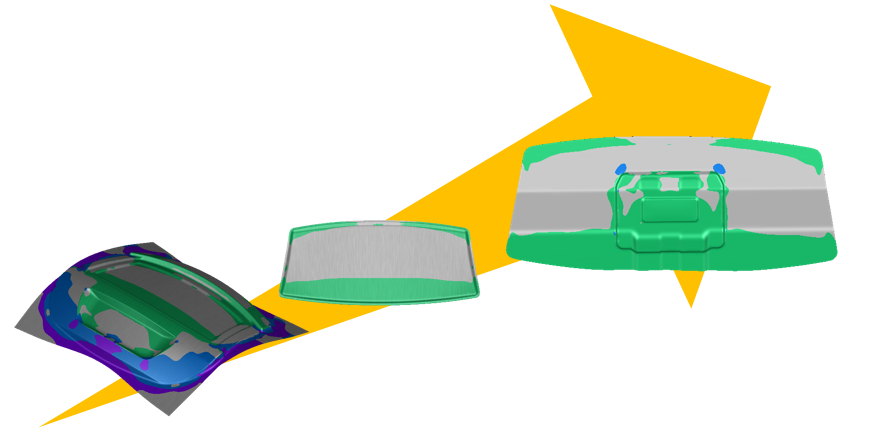
~AutoForm-StampingAdviserおよびAutoForm-DieDesignerを使用した絞り工程の効率の良い成形性検討方法~ 今回ご紹介するのは、フォームチェックによる成形性検討の効率化についてですが、その前にフォームチェックを使用するために必要なAutoForm-StampingAdviserのモジュールの概要についてご紹介します。 AutoForm-StampingAdviserのモジュールをお持ちの場合、以下の3つの機能が使用できます。 【フォームチェック】 インポートした部品形状の展開ラインの取得、順送の送り桟、ピッチ、レイアウトの検討、部品形状から簡易的な金型形状を作成し、簡易的な成形性の評価が行えます。 【埋込み/ネスト】 埋込み/ネストは、最適な歩留まり検討を行う機能で、例えば、フォームチェックで展開した展開ラインを使用して、矩形、台形、異形、円弧、2個取りなど様々なタイプで展開ラインに合わせて自動的に最適なブランク形状を作成します。 【形状変更】 インポートした形状データを簡単な操作で編集でき、不要なサーフェスのトリム、削除、穴埋め、半径拡大/縮小、壁角度を開いたり、形状の展開を行ったりと、様々な編集ができます。 フォームチェックの機能概要 フォームチェックは、部品ステージと、金型を作成するダイフェース・ステージにあり、それぞれ、ステージ事に機能が異なります。 部品ステージのフォームチェックでは、簡易的な成形性評価と、順送レイアウト検討、展開ラインの取得。 ダイフェース・ステージのフォームチェックでは、簡易的な成形性評価のみ行えます。 また、簡易的な成形性の評価に関しては、部品ステージでは、インポートした部品を使用し、金型を簡易的に作成した上で成形性の評価が行えますが、ダイフェース・ステージでは、ダイフェース・ステージで作成した実際に計算を行うための金型で成形性の評価が行える為、より正確な評価が行えます。 主要な機能は同じですが、ダイフェース・ステージのフォームチェックには流入ブランクという項目があり、流入ブランクは、下死点時のブランク外形線(流入後のブランク外形線)の状態を示します。 このため、流入ブランクを定義することで、より実際に近い状態での成形性が評価できます。 また、流入ブランクで定義したカーブを元に展開ブランク形状が取得できるため、展開ブランク形状を使用したブランクの形状や、埋込み/ネストを併用し、最適な歩留まり検討行うこともできます。 さらに、フォームチェック・ページ内の外側の拘束条件を設定すれば、ビードを設定したように、流入抵抗を考慮した状態での成形性評価が行えます。 外側の拘束条件は、デフォルトでは形状の外周部、または流入ブランク位置に拘束条件を一律の拘束条件を定義します。 同ページ内の変数拘束条件の機能を使用することで、一律の拘束条件でなく、ビードの徐辺のように部分的に強い、弱いといった拘束条件を定義できます。 フォームチェックによる成形性検討の効率化 Autoformの一連のシミュレーションの流れとしては、 部品 > 計画 > ダイフェース > ブランク > 工程 > シミュレーション > 評価と進めていきます。 この一連の操作の中で、効率よく成形性検討を行う方法として、フォームチェックによる事前成形性評価を今回ご紹介します。 その方法とは、下図のように、シミュレーション・ステージでの計算前にフォームチェックにて、ドロー工程でわれが発生するかどうかの有無を予め確認し、手戻りを少なくするというものです。 フォームチェックによる簡易的な成形性評価は数秒~数分で完了し、シミュレーション・ステージでの詳細な計算は数分~数時間かかります。このため、致命的な不具合が存在するのか予め確認し、下図のように、フォームチェックを用いた修正ループを行うことで検討時間の削減が行えます。 フォームチェックを行うにあたって、以下の3つにご注意ください。 シミュレーション・ステージの計算のアルゴリズムは異なるため、条件を合わせたからと言って、まったく同じ結果が得られるわけではありません。参考結果として活用してください。 ビードを設定する場合、フォームチェックの変数拘束条件の拘束値とビードの形状や値の相関を事前にとる必要があります。 例)ロックビード/変数拘束条件:1.00 ⇔ 実ビード:高さ5mm , 幅:5mm , 半径:1.5mm 通常のビード/変数拘束条件:0.40 ⇔ 実ビード:高さ3mm , 幅:4mm , 半径:3mm 荷重の値に関しては適切な値(必要成形荷重より過剰に荷重をかけない)を設定します。 参考として、フォームチェック・ページの推定荷重を見る事で大まかに必要な荷重が分かります。 サンプルとして、条件の相関をとったフォームチェックとシミュレーション・ステージでの計算の結果と時間をご紹介します。 左図はフォームチェックの結果と計算時間/回、右図は詳細な計算結果と計算時間/回を示します。 […]