金型の予備加速設定方法について
今回のTips & Tricksでは、金型の予備加速の設定方法についてご説明いたします。
ブランクホルダーの出力安定化や静音などの目的で、実際のプレス加工工程ではブランクホルダーに予備加速が設定されている場合があります。一方、予備加速のストロークが大きいと下型パンチによってシートを支えることができなくなるため、フードなどのパンチオープニングが大きい部品の場合、その空間にシートが落ち込む現象が発生します。自重からブランクホールド状態は、工程全体の成形性や精度、材料歩留まり、面品質に大きな影響を及ぼします。本稿では、シミュレーションにて予備加速を再現する方法を以下にご紹介します。
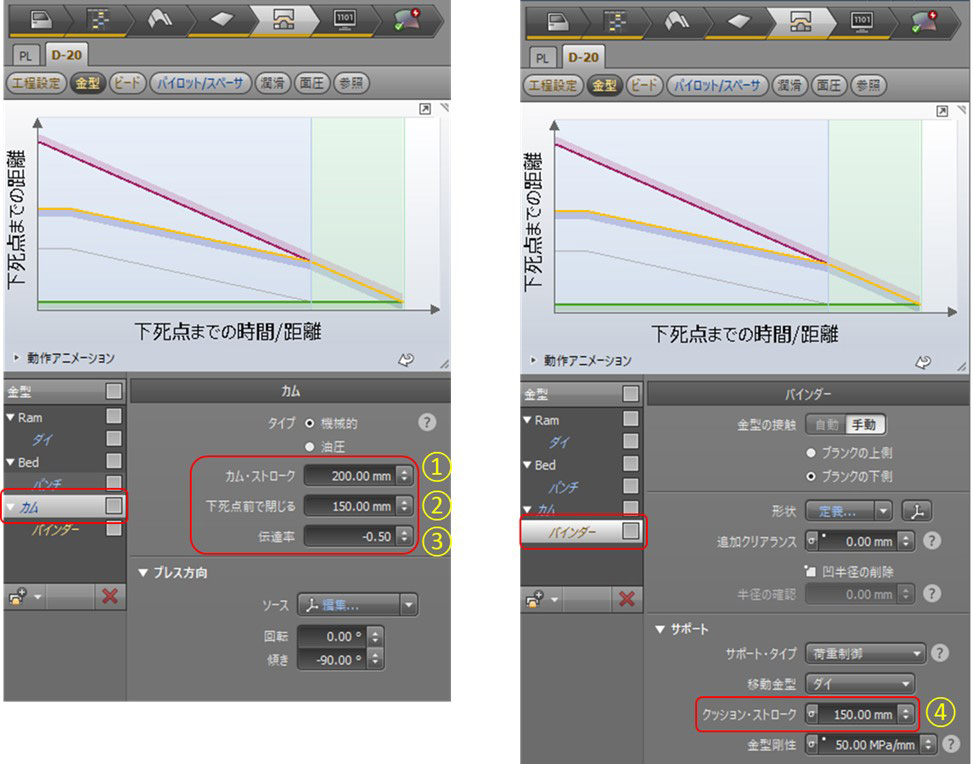
金型の予備加速設定は工程ステージにてカムを用いて行います。ダイ、パンチはラム、ベッドにて通常通り定義します。 バインダーについては、プレス加工方向と逆向き(下から上)に動作するカム上に設置し、図1のように設定します。
① カム・ストロークは予備加速のストロークを設定します。
② 「下死点前で閉じる」は予備加速終了のタイミングとして、④のクッションストロークと合わせます。
③ 予備加速の動作はカム動作方向と逆(上から下)になるため、伝達率をマイナス値で定義します。
また、図の例では予備加速の速度はプレス速度の半分(= 0.5)としています。
バインダーの動きは図2のようになり、設定した金型の動きは図3のようになります。
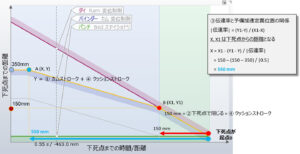
今回の設定では、予備加速時の速度(伝達率)がプレス速度の半分に設定されています。そのため、予備加速開始のタイミングはクッションストローク+カムストローク÷伝達率=550mmUPとなります。

図に示す通り、バインダーが徐々に下がりながら材料をホールドします。
予備加速設定あり、なしによるシミュレーション結果比較を図4、5に示します。
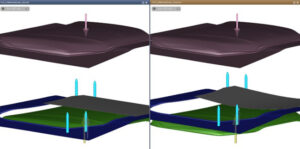
予備加速のストロークがあると自重位置決め時のパンチ先当たり状況が変わるため、場合によっては成形性や精度、材料歩留まりなどに大きな影響を及ぼします。シミュレーションでこのような状況が予見されていれば、デフレクタの設置などの対策を検討しておくことができます。
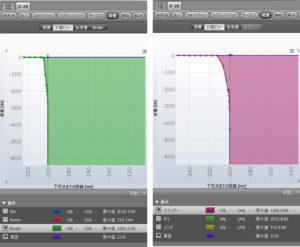
予備加速設定があると通常よりゆっくりホールドされるため、荷重についても立ち上がりが遅くなります。
以上のように予備加速設定とその結果について、簡単にご紹介致しました。プレス方向に動作する金型でありながらカムを使用し、また伝達率をマイナスにするという特殊な設定が必要になります。予備加速のストロークや速度によっては、成形性、精度、面品質、材料歩留まりなど、さまざまな結果に影響を及ぼす可能性があります。今回ご紹介した方法を使って、シミュレーションでの検討時も予備加速を再現していただくことをお勧めします。




